
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
火花机加工中心的程序编制
- 作者:和兴火花机
- 点击数:706
- Tag:
1.机床坐标系与工件坐标系
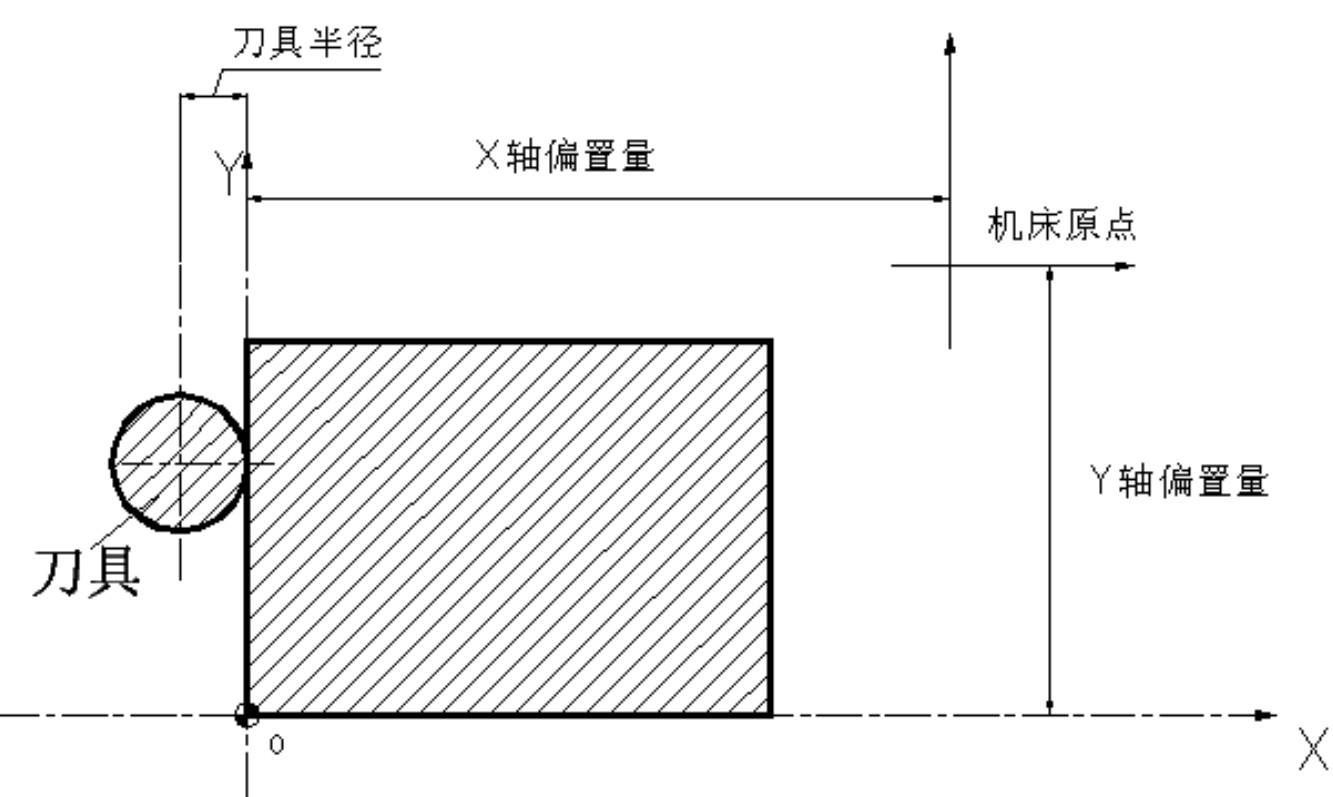
坐标系统包括机床坐标系和工件坐标系。机床坐标系和工件坐标系如图所示。

(1)机床坐标系
机床坐标系是机床固有的坐标系,也是机床的基本坐标系,只要开机后进行手动返回参考点(零点)的操作就能建立该坐标系。一般数控机床开机后都要回机床的参考点(零点),否则无法执行程序。
(2)工件坐标系
工件坐标系是编程人员在编写程序时,在工件上建立的坐标系。
工件坐标系的位置在程序编制以前就已经设定好了,零件在机床上装夹好后,这一点也就确定了,但它是随工件装夹位置的不同而改变的。所以,工件坐标系在机床上根据需要是可以改变的,也可以根据编程的需要,同时在一个工件上设立多个工件坐标系。
一般加工中心上使用“G54~G59”6个工件坐标系来编程,6个工件坐标系相对于机床坐标系参考点(零点)位置的偏置,由操作人员在安装刀具、夹具或工件后通过测量并输入偏置量数据完成。系统还允许编程人员使用G92指令来设定坐标系或用G92指令来移动“G54~G59”工件坐标系。系统可以用G50来撤销工件坐标系。有些加工中心机床如FADAL—VMC15加工中心用“E1~E48”48个夹具补偿和“H1~H99”99个刀具长度补偿来建立工件坐标系。用E0指令撤销夹具补偿和用H0撤销刀具长度补偿从而来撤销工件坐标系。
(3)工件 坐 标系的选用原则
◆应使编程原点与零件的设计基准重合;
◆加工误差最小;
◆应使编制程序时的运算最为简单,避免出现尺寸链计算误差;
◆编程原点应选在容易找正且在加工过程中便于测量的位置。
2.几种基本程序的编制
(1)定点钻孔循环 指令:G81、G80
程序格式:
G81 G98(G99) R0+ Z F X Y
┇
G80
其中:
G81——定点钻孔循环; R0+——R平面在Z轴上的坐标值; Z——钻孔深度; F——钻孔进给速度; G80——循环指令结束。
如使用FADAL—VMC15加工中心编程,加工指令如下:
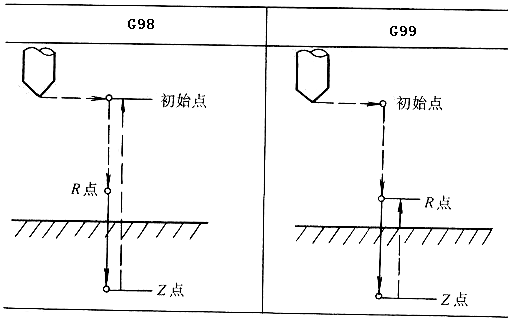
G98——钻孔结束后,刀具回到I平面(起刀平面);
G99——钻孔结束后,刀具回到R平面(略高于工件平面);
由G98、G99决定刀具在返回时达到的平面,如图所示
G80
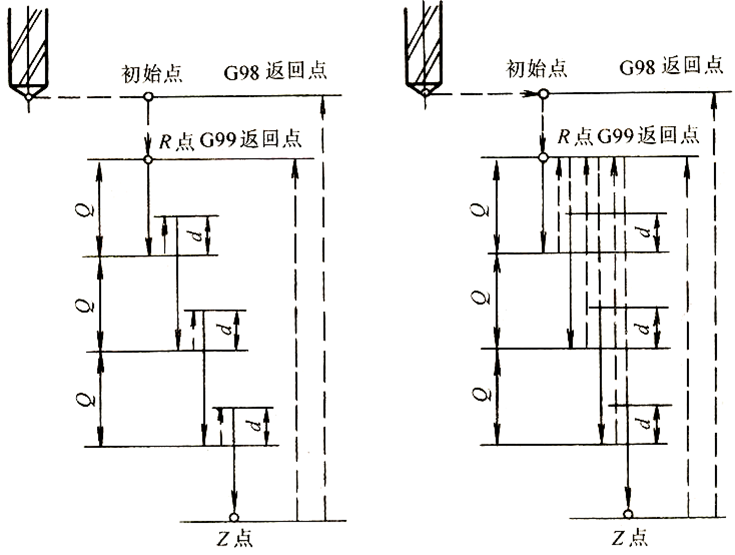
G98——钻孔结束后,刀具回到I平面(起刀平面);
G99——钻孔结束后,刀具回到R平面(略高于工件平面);
P——每次钻孔后退回再次进给到上一次加工深度的快速移动距离。
(3)机攻螺纹循环(弹性攻丝循环)
指令:G84、G80
程序格式:
G84 G98(G99)R0+ Z F Q X Y
┇
G80
其中:
G84——攻丝循环;
G80——循环指令结束;
R0+——R平面在Z轴上的坐标值;
F——每分钟主轴转速(取150~200转/分);
G98——钻孔结束后,刀具回到I平面(起刀平面);
G99——钻孔结束后,刀具回到R平面(略高于工件平面);
Q——导程。当头数=1时,导程=螺距。
(4)矩形槽加工指令
指令:L9601
程序格式:L9601 R0+ R1+ R2+ R3+
其中:
R0+——进给速度;
R1+——每次切入倍率(一般取0.1~3);
R2+——矩形X方向尺寸;
R3+——矩形Y方向尺寸。
(5)圆形槽加工指令 指令:L9801 程序格式:L9801 R0+ R1+ R2+ 其中: R0+——进给速度; R1+——每次切入倍率(一般取0.1~3); R2+——圆的直径。
(——内容。
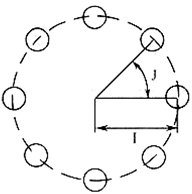
(7)钻圆周孔循环
其中: R0——圆的I值,它代表起始位置到圆心的X矢量值; R1——圆的J值,它代表起始位置到圆心的Y矢量值; NN——孔数 。
刀具半径补偿指令的程序格式: G00(G01) G41(G42) X Y Z ┇ G40 其中:G41——刀具左补偿; G42——刀具右补偿; G40——刀具补偿取消。
指令:L93NN
程序格式:L93NN R0 R1 R2
R2——相邻孔间的角度,如果为正值,则逆时针方向运动,反之则为顺时针运动;
(8)凸台的铣削加工方法
-
{dede:pagebreak/}
- 上一篇:火花机加工中心程序编制的基础
- 下一篇:如何选购数控镜面火花机产品









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|