
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
数控电火花机线切割机床的编程指令
- 作者:和兴火花机
- 点击数:14125
- Tag:
数控电火花机线切割机床的控制系统按操作者的“指令”去控制机床实现工件的加工过程。因此,操作者必须事先把待切割工件的几何图形,编制成控制系统所能接受的指令代码,这就是数控电火花机线切割编程。
编程的方法可分为手工编程和自动编程。编程的程序格式有ISO、3B或4B等格式。
1.ISO格式编程
一个完整的ISO格式加工程序是由程序名、程序的主体(若干程序段)指令和程序结束指令组成,如:
K22
N10 G92 XO YO
N20 G01 X1000 Y1000
N30 G01 X8000 Y5000
N40 G01 X2500 Y2500
N50 G01 X0 Y0
N60 M02
程序名——由文件名和扩展名组成。程序的文件名可以用字母和数字表示,不能重复。扩展名最多用3个字母表示,如K22.ISO。
程序结束指令M02——M02指令安排在程序的最后,单列一段。执行到M02程序段时,就会自动停止进给并使数控系统复位。机床进行跳步加工时需要用M00指令。
另外,机床开、关冷却液以及开、关走丝均采用T指令。
程序段是由若干个程序字所组成的,其格式如下:
N为程序段的行号,由2位到4位数字组成,也可省略不写。
G为准备功能指令,它用来建立机床或控制系统工作方式的一种指令,其后续有两位正整数;X(或Y)为X(或Y)轴移动的距离,单位常用微米,若距离后加小数点,则认为该距离单位为毫米。
(1)快速定位
指令:G00
程序格式:G00 X Y
在机床不加工的情况下,G00指令可使指定的某轴以最快速度移动到指定位置。
例:G00 X1000 Y2000
表示:X轴移动1mm,Y轴移动2mm。
(2)直线插补
指令:G01
程序格式:G01 X Y
该指令可使机床在各个坐标平面内加工任意斜率直线轮廓和用直线段逼近曲线轮廓。
G92 X1000 Y2000 用以确定加工的起点坐标位置
G91 相对坐标编程
G01 X1000 Y2000 此处的X、Y值为终点坐标与起点坐标之差
目前,可加工锥度的电火花机线切割数控机床具有X、Y坐标轴及U、V附加轴工作台,其程序段格式如下:
#p#副标题#e#
G02为顺时针插补圆弧指令,G03为逆时针插补圆弧指令。
在程序段中,X、Y分别表示圆弧终点坐标;I、J分别表示圆心相对圆弧起点的在X、Y方向的增量尺寸。
(4)间隙补偿
指令:G40、G41、G42
程序格式:G41/G42 D
┇
G40
例:B3000 B1000 B3000 GX L1
◆坐标系和坐标值X、Y的确定方法
◆计数长度J的确定方法

4B格式为有间隙补偿的程序。
程序格式:B X B Y B J B R G D(DD) Z
其中:格式中的前3项与3B格式相同;
R——为圆弧半径;
G——计数方向(同3B);
D(DD)——曲线形式;
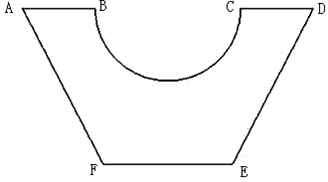
例:图10.10所示为加工凹模零件,起始点为A,加工路线按图中所示方向,并计算各段曲线的坐标值,按4B格式编写该零件的线切割加工程序。(电极丝为φ0.16mm的钼丝,单边的放电间隙为0.01mm)
确定间隙补偿量:
f=0.16/2+0.01=0.09mm
例:G92 X1000 Y2000 起点A
G02 X6000 Y6000 I5000 J0 AB段顺时针圆弧
G03 X9000 Y3000 I3000 J0 BC段逆时针圆弧
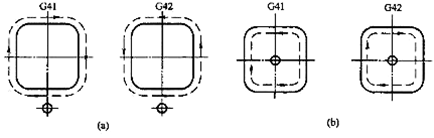
G41为左补偿指令,G42为右补偿指令。程序段中的D表示间隙补偿量。G40为取消补偿指令,它应与G41或G42成对使用。
注意:左偏、右偏是沿加工方向看,电极丝在加工图形左侧为左偏,电极丝在加工图形右侧为右偏,如图所示。
#p#副标题#e#
程序格式:B X B Y B J G Z
其中:
X、Y——相对坐标值;
J——加工线段的计数长度;
G——加工线段的计数方向;
#p#副标题#e#
2.3B/4B格式编程
3B/4B的编程格式是我国独创的一种编程格式,其中3B代码编程格式常用于快走丝机床,而4B格式多用于慢走丝机床。
(1)3B格式编程
B——为分隔符号,该编程格式中出现了3个B,故称为3B格式;
Z——加工指令。
例:B3000 B1000 B3000 GX L1
线切割加工属于平面加工,因此可将工作台平面作为坐标系平面。操作者面对机床的工作台,左右方向为X轴,右侧为X的正方向,前后方向为Y轴,前方为正。编程时,采用相对坐标系,即坐标原点将随程序不断变动。加工直线时,坐标原点为加工线段的起点,坐标值X、Y将是该线段的终点坐标。加工圆弧时,坐标原点应为圆弧的圆心坐标,坐标值X、Y将是圆弧的起点坐标。坐标值X、Y的单位应是微米(μm),坐标值的负号不写。
◆计数方向G的确定方法
加工直线时,终点靠近X轴,则计数方向就取X轴。记作GX,反之则记作GY;倘若加工直线与坐标轴成45°,则取X轴或Y轴均可。加工圆弧时,终点靠近X轴,则计数方向必须选Y轴,反之也如此。倘若加工圆弧的终点坐标与坐标轴成45°时,则取X轴或Y轴均可。
计数长度是在计数方向的基础上确定的。计数长度是被加工的线段或圆弧在计数方向坐标轴上的投影的绝对值总和。单位是微米(μm)。
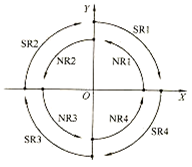
加工指令Z的确定方法:加工直线时有4种加工指令:Ll、L2、L3、L4,如图10.7所示,当直线在第Ⅰ象限(包括X轴正方向而不包括Y轴)时,加工指令记作Ll;当处于第Ⅱ象限(包括Y轴而不包括X轴负方向)时,记作L2;那么L3、L4则依此类推。
加工顺时针圆弧时有4种加工指令:SRl、SR2、SR3、SR4,如图所示,当圆弧的起点在第Ⅰ象限(包括y轴而不包括x轴正方向)时,加工指令记作SRl;当起点在第Ⅱ象限(包括x轴而不包括Y轴正方向)时,记作SR2;那么SR3、SR4则依此类推。
(2)4B格式编程
Z——加工指令(同3B)。
4B格式编程与3B格式相比,只是多了两项程序字。
◆圆弧半径R通常是图形上已知的圆弧半径,但加工图形为尖角时,该R应大于间隙补偿量的圆弧过渡。
◆曲线形式D或DD:D表示为凸圆弧,DD为凹圆弧。
例:图10.10所示为加工凹模零件,起始点为A,加工路线按图中所示方向,并计算各段曲线的坐标值,按4B格式编写该零件的线切割加工程序。(电极丝为φ0.16mm的钼丝,单边的放电间隙为0.01mm)
图形上的尖角处需要加过渡圆弧,其半径应大于间隙补偿量(取r=0.10mm)
K22.4B
B800 B0 B800 B0 GX L1
B0 B100 B100 B100 GY D SR1 过渡圆弧
B1000 B0 B2000 B1000 GY D NR3
B100 B0 B100 B100 GX D SR2
B800 B0 B800 B0 GX L1
B0 B100 B100 B100 GY D SR1 过渡圆弧
B1000 B2000 B2000 B0 GY L3
B100 B0 B100 B100 GX D SR4 过渡圆弧
B2000 B0 B2000 B0 GX L3
B0 B100 B100 B100 GY D SR3 过渡圆弧
B1000 B2000 B2000 B0 GY L2
MJ 结束句
-
{dede:pagebreak/}
- 上一篇:数控电火花机线切割机床的组成
- 下一篇:数控火花机加工操作实例









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|