
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
数控电火花机线切割机床的组成
- 作者:和兴火花机
- 点击数:10526
- Tag:
1.数控电火花机线切割机床组成部分及其作用
数控电火花机线切割机床是电火花机加工机床的一种。它采用钼丝或黄铜丝作为工具电极,根据数控编程指令,细金属丝将沿着给定的轨迹加工出相应几何图形的工件的一台数控机床。
数控电火花机线切割机床按电极丝运动的速度,可分为高速走丝(快走丝)机床和低速走丝(慢走丝)机床。电极丝运动速度约为7~10m/s的是高速走丝,低于0.2m/s的为低速走丝。
国内现有的线切割机床大多为快走丝机床,主要原因是一是价格比较低,二是钼丝可重复使用,但是它的缺点是精度不够高,而且穿丝比较麻烦。
国外的产品和国内近些年开发的线切割机床大都为慢走丝机床。它的特点是精度高,穿丝容易,但是价格偏高,黄铜丝为一次性的,切割工件后将不再使用,故黄铜丝的消耗量比较大。
数控电火花机线切割机床主要由机床本体、脉冲电源、控制系统、工作液循环系统和机床附件等几部分组成,如图10.1所示。这里以快走丝的数控电火花机线切割机床为例介绍其组成。

高频分组脉冲波形包含了若干个小的脉宽和脉间。小的脉宽解决工件的表面粗糙度,而大的一个组又提高了加工的效率。在相同工艺条件下,可获得较好的加工效果,因而得到了越来越广泛的应用。
数控电火花机线切割机床主要由机床本体、脉冲电源、控制系统、工作液循环系统和机床附件等几部分组成,如图10.1所示。这里以快走丝的数控电火花机线切割机床为例介绍其组成。
(1)机床本体
机床本体由床身、坐标工作台、运丝机构、丝架、工作液箱、附件和夹具等几部分组成。
◆床身 一般为铸件,是坐标工作台、绕丝机构及丝架的支承和固定基础。
◆坐标工作台 采用由X方向和Y方向组成的“+”字拖板、滚动导轨和丝杆传动副将步进电机的旋转运动变为工作台的直线运动,通过两个坐标方向各自的进给运动,可组合成各种平面图形轨迹。
◆走丝机构 在高速走丝机床上,将一定长度的电极丝平整地卷绕在贮丝筒上,采用恒张力装置控制电极丝的张力。采用该装置一方面用来控制上丝时的电极丝的张力,另一方面用来控制机床加工一段时间后电极丝由于伸长造成的丝的张力变化。
贮丝筒是通过联轴节与驱动电动机相连。驱动电动机必须由专门的换向机构控制其正反转。在运动过程中,电极丝由丝架支撑,并依靠上、下导轮确保电极丝与工作台垂直或倾斜一定的几何角度(锥度切割时)。锥度切割时,下丝架固定不动,而上丝架允许沿X方向或Y方向移动一定距离。这就形成了U轴(沿X方向移动)和V轴(沿Y方向移动)。
(2)脉冲电源
数控电火花机线切割加工脉冲电源的脉宽较窄(2~60μs),单个脉冲能量下的平均峰值电流仅(1~5A),所以数控电火化线切割加工通常采用正极性加工。
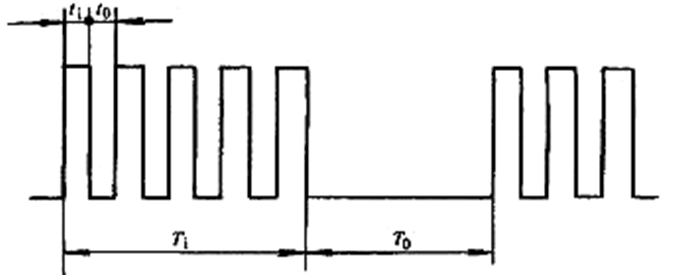
脉冲电源的形式品种很多,如晶体管矩形波脉冲电源、高频分组脉冲电源、并联电容型脉冲电源和低损耗电源等。
高频分组脉冲波形如图10.2所示,它是由矩形波派生的一种脉冲波形,即把较高频率的小脉宽和小脉间的矩形波脉冲分组成为大脉宽和大脉间的输出波形。
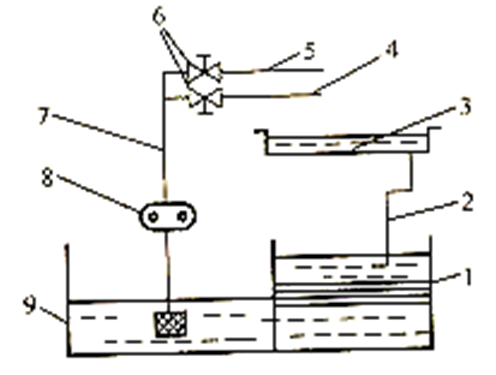
(3)工作液循环系统
如图10.3所示*。用来冷却电极丝和工件,排除电蚀产物。
低速走丝的线切割机床大多采用去离子水作工作液,通常用浸没式供液方式。
高速走丝线切割机床使用的工作液是线切割专用乳化液,通常用浇注式供液方式。
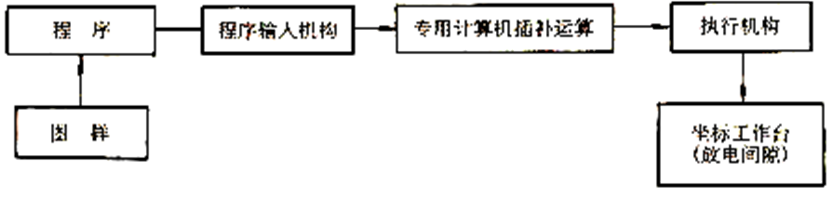
(4)控制系统
电火花机线切割机床普遍采用数字程序控制技术,如图10.4所示*。
数字程序控制器是该技术的核心部件,它是一台专用的小型电子计算机,由运算器、控制器、译码器、输入回路和输出回路组成的。高速走丝线切割机床的控制系统通常采用步进电机开环控制系统,而低速走丝线切割机床的控制系统则采用伺服电机闭环控制系统。
数控电火花机线切割机床控制系统的主要功能如下:
◆轨迹控制 该系统能够精确控制电极丝相对于工件的运动轨迹,从而确保加工出符合要求的工件尺寸和形状。
◆加工控制 该系统能够用以控制伺服进给速度、步进电机的步距角、脉冲电源产生的脉冲能量、运丝机构及工作液循环系统等。
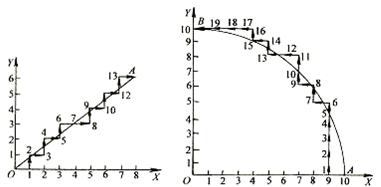
电火花机线切割机床控制系统的控制方法有逐点比较法、数字积分法、矢量判别法和最小偏差法等。
高速走丝线切割机床的控制系统通常采用逐点比较法。机床的X、Y轴是不能同时进给的,只能按直线的斜率或曲线的曲率来交替地一步一微米地逼近,因此步进电机每进给一步,都必须要求数控系统完成偏差的判别、工作台滑板进给、偏差计算和终点判别4个工作节拍用来完成数控差补。图10.5所示*为其插补原理图。
-
{dede:pagebreak/}
- 上一篇:冲子成型机主要部件序号
- 下一篇:数控电火花机线切割机床的编程指令









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|