
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
数控火花机绝对坐标方式与增量坐标方式
- 作者:和兴火花机
- 点击数:464
- Tag:
指令:G90、G91
G90状态下,程序段中的尺寸数字为绝对坐标值,即刀具所有轨迹点的坐标值,均以工件零点为基准而得。
G91状态下,程序段中的尺寸数字为增量坐标值,即刀具当前点的坐标值是以刀具前一点为基准而得。
例:如图2.5所示,分别写出A、B两点的绝对坐标方式和增量坐标方式。
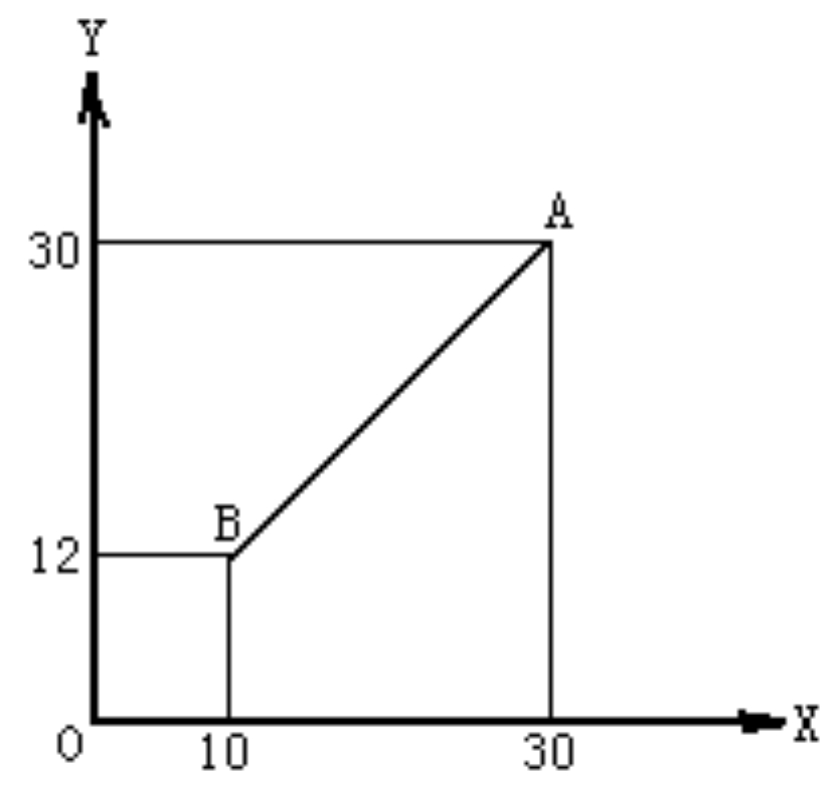
G90 G91指令应用
绝对方式:
A(30,30)
B(10,12)
增量方式:
A(20,18)
B(10,12)
对于FANUC用于车床的数控系统,如果用标准组G代码,那么其内没有G90/G91指令。这时程序内用X~、Z~为绝对坐标方式,用U~、W~为增量坐标方式。这类表达方式的特点是不但在同一程序中,而且在同一程序段中,绝对坐标与增量坐标可以混用;另外,两种坐标指令属于哪一种将一目了然,无须看前面的是G90还是G91,这样可减少错误。
-
{dede:pagebreak/}
- 上一篇:数控电火花机编程的刀具功能字
- 下一篇:数控火花机编程的预置寄存









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|