
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
数控电火花机床的主要技术参数
- 作者:和兴火花机
- 点击数:475
- Tag:
1985年后,我国将数控电火花机床定名为D71系列,其型号表示方法如下:
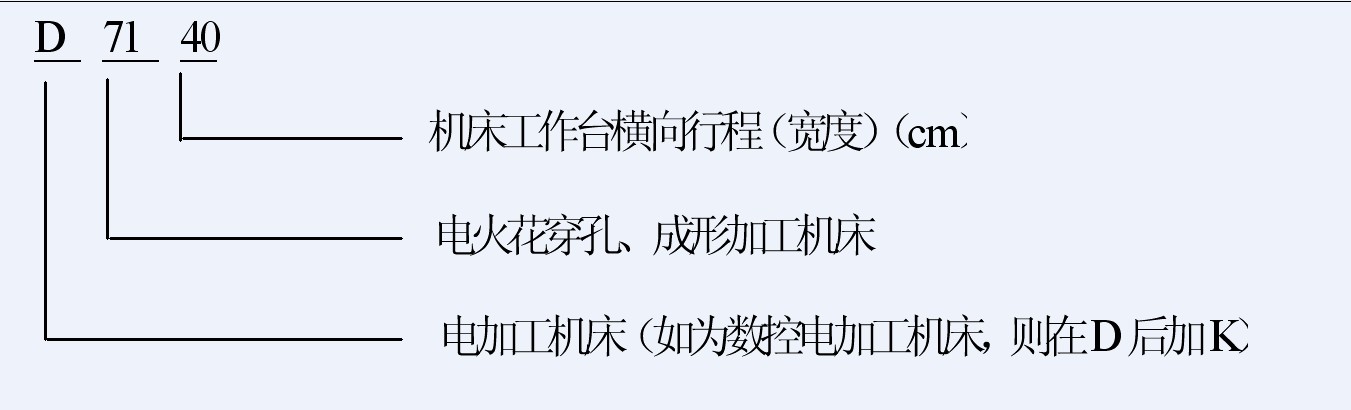
电火花穿孔、成形机床按其大小可分为小型(D7125以下)、中型(D7125~D7163)和大型(D7163以上)机床;按数控程度分为非数控、单轴数控(ZNC)和三轴数控(CNC)机床;按工具电极的伺服进给系统的类型分为液压进给(基本淘汰)、步进电机进给、直流或交流伺服进给方式的机床。
电火花穿孔、成形机床的主要技术参数包括加工电压、加工电流、脉冲宽度、脉冲间隔、放电间隙、正负极性加工、加工速度、损耗速度、工具相对损耗比等参数。现今,普遍使用的是以计算机控制的电火花成形机床,利用计算机屏幕上各项参数菜单,用鼠标或键盘输入技术参数。在加工过程中,操作者若提高脉冲频率和增加单个脉冲能量就能够提高加工效率,但是电极损耗和工件的表面粗糙度也会随加工效率的提高而增大。因此,合理地选择加工参数,保证工件的加工精度,提高生产效率,降低加工成本都将是十分重要的。
-
{dede:pagebreak/}
- 上一篇:数控电火花机的机床附件
- 下一篇:数控电火花机加工电压和加工电流









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|