
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
火花机加工中心编制实例
- 作者:和兴火花机
- 点击数:432
- Tag:
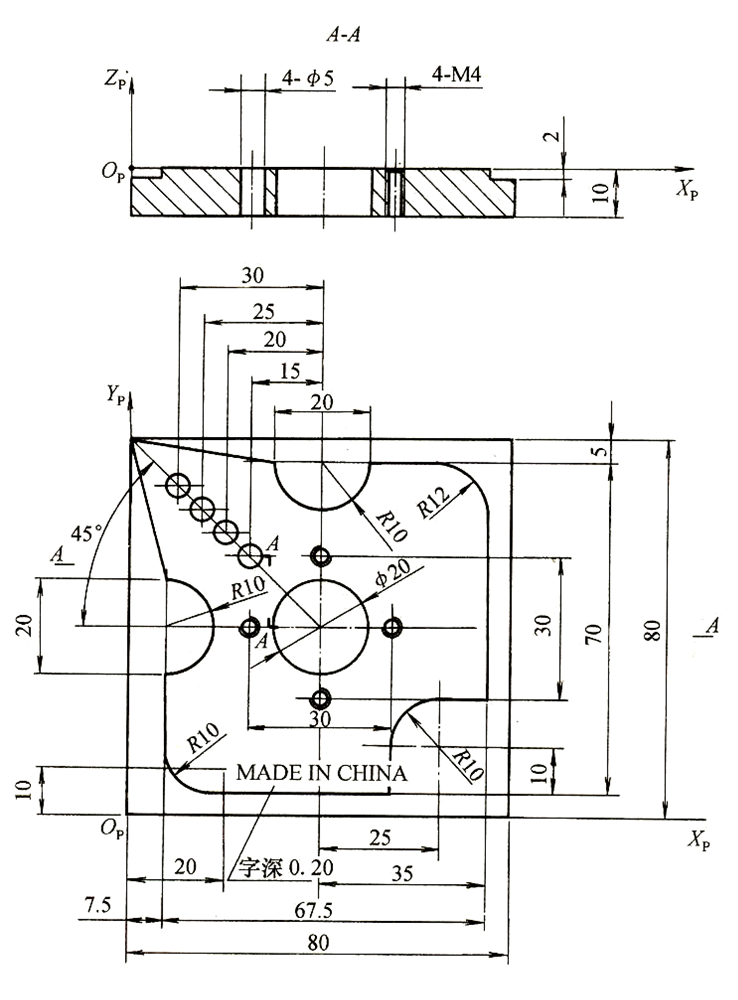
如图所示加工零件。
工件为80×80×12的铝板,加工后在20×10位置刻MADE IN CHAIN刻字深度为0.2mm。
加工刀具:
T1——φ100面铣刀; T2——φ20钻头;
T3——φ10立铣刀; T4——φ2中心钻;
T5——φ3钻头; T6——φ5钻头;
T7——M4丝攻。
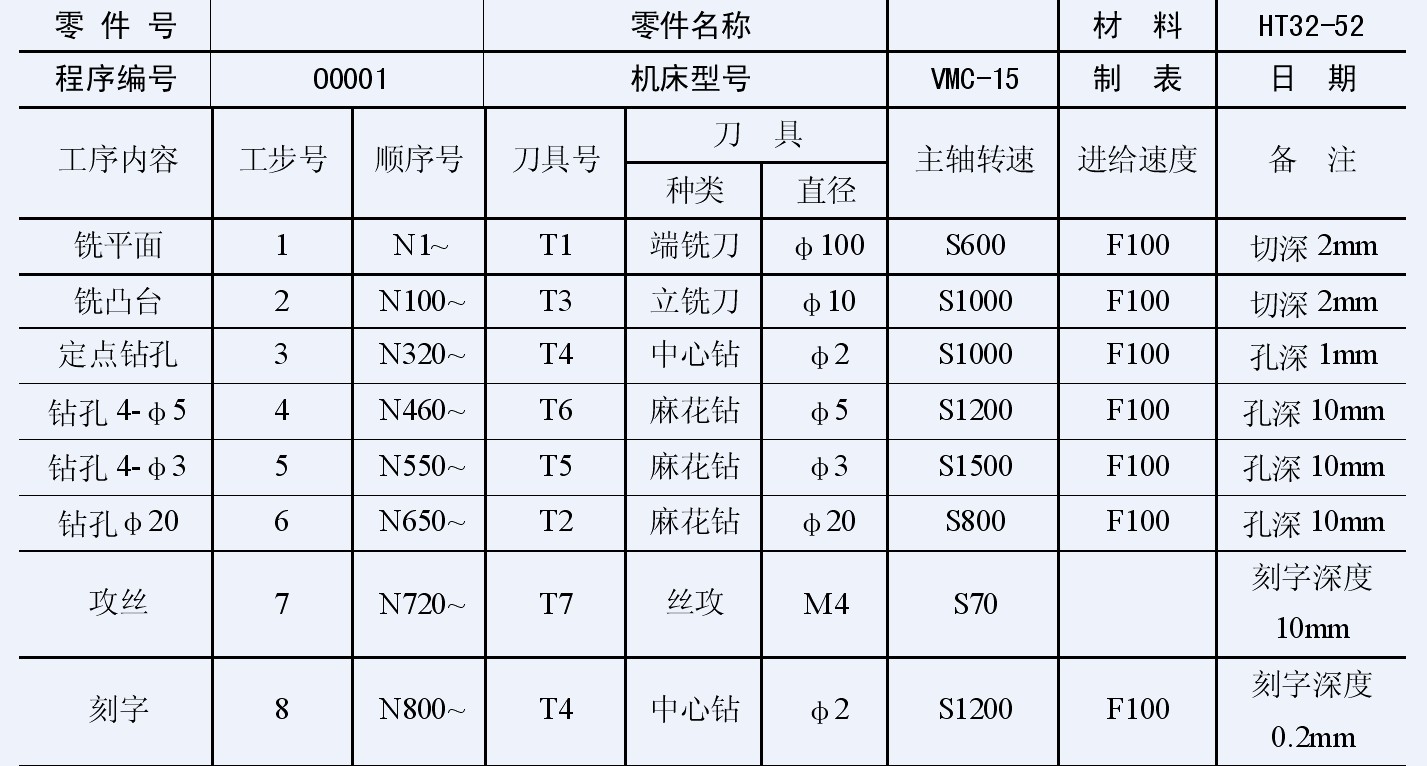
首先根据零件图纸编制加工工艺卡片,如表所示
2.工件坐标系
◆夹具补偿
E1(1号夹具补偿)
┋
E48(48号夹具补偿)
E0(撤销夹具补偿)
FADAL VMC—15加工中心可建立1~48个夹具补偿。
夹具补偿的概念类似于G54~G59。它只考虑X、Y方向的位置偏移,不考虑Z方向的偏移。
◆刀具长度补偿
H1(1号刀具长度补偿)
┋
H99(99号刀具长度补偿)
H0(撤销刀具长度补偿)
FADAL VMC—15加工中心可建立1~99个刀具长度补偿。
一般情况下为了编程的方便一般刀具号与刀具长度补偿号相对应,即1号刀用1号长度补偿。
3.编制加工程序
1O0001 程序名
N10 M6 T1(D=100) 选择φ100mm的端铣刀加工平面
N20 G90
N30 G00 E1 X-30. Y40. 建立夹具补偿
N40 M3 S600
N50 H1 Z20. 建立刀具(1#刀)长度补偿
N60 G01 Z-2. F100
N70 X150.
N80 Z2.
N90 G00 H0 Z0 撤销刀具(1#刀)长度补偿
N100 M6 T3(D=10) 选择φ10mm的立铣刀加工凸台
N110 M3 S1000
N120 G00 H3 Z20. 建立刀具(3#刀)长度补偿
N130 X-20. Y-20.
N140 G01 Z-4. F100
N150 G41 X7.5 Y-10 建立刀具半径左补偿。因为
在建立刀具长度补偿时已经
输入了刀具直径,因此建立
刀具半径补偿时机床可按该
刀具直径偏一个半径,不必
写D××或H××
N160 G01 Y30.
N170 G03 J10.
N180 G01 Y50.
N190 X0 Y80.
N200 X30. Y75.
N210 G03 I10.
N220 G01 X63.
N230 G02 X75. Y63. R0+12.
N240 G01 Y15.
N245 G01 X65.
N250 G03 X55. Y15. R0+10.
N255 G01 Y5.
N260 G01 X17.5
N270 G02 X7.5 Y15. R0+10.
N280 G01 Y40.
N290 G00 Z10.
N300 G40 X-20. Y50. 撤销刀具半径补偿
N310 H0 Z0 撤销刀具(3#刀)长度补偿
N320 M06 T4(D=2) 选择φ2mm的中心钻,打定点孔
N330 M03 S1000
N340 H4 Z3. 建立刀具(4#刀)长度补偿
N350 G81 G99 R0+0.5 Z-3. F100 X40. Y40. 点钻孔循环,定点钻孔
N360 X25. 定点钻孔
N370 X55. 定点钻孔
N380 X40. Y25. 定点钻孔
N390 Y55. 定点钻孔
N400 X25. 定点钻孔
N410 X20. Y60. 定点钻孔
N420 X15. Y65. 定点钻孔
N430 X10. Y70. 定点钻孔
N440 G80 定点钻孔循环结束
N450 G00 H0 Z0 撤销刀具(4#刀)长度补偿
N460 M06 T6(D=5) 选择φ5mm的钻头,钻孔
N470 M03 S1200
N480 H6 Z3. 建立刀具(6#刀)长度补偿
N490 G83 G99 R0+0.5 Z-13. F100 Q2. P0.2 钻深孔
循环
N500 X15. Y65. 钻深孔
N510 X20. Y60. 钻深孔
N520 X25. Y55. 钻深孔
N530 G80 钻深孔循环结束
N540 G00 H0 Z0 撤销刀具(6#刀)长度补偿
N550 M06 T5(D=3) 选择φ3mm的钻头,钻孔
N560 M03 S1500
N570 G00 X40.
N580 H5 Z3. 建立刀具(5#刀)长度补偿
N590 G83 G99 R0+0.5 Z-13. F100 Q2. P0.2 钻深孔循环
N600 Y25. 钻深孔
N610 X25. Y40. 钻深孔
N620 X55. 钻深孔
N630 G80 钻深孔循环结束
N640 H0 Z0 撤销刀具(5#刀)长度补偿
N650 M06 T2(D=20) 选择φ20mm的钻头,钻孔
N660 M03 S800
N670 G00 X40. Y40.
N680 H2 Z5. 建立刀具(2#刀)长度补偿
N690 G83 G99 R0+0.5 Z-13. F100 Q2. P0.2 钻深孔循环
N700 G80 钻深孔循环结束
N710 H0 Z0 撤销刀具(2#刀)长度补偿
N720 M06 T7(M=4) 选择M4丝攻
N730 H7 Z10 建立刀具(7#刀)长度补偿
N740 G84 G99 R0+0.5 Z-13. F70. Q0.8 X25. Y40.
攻丝循环(F70是主轴每分钟70转)
N750 X55. 攻丝
N760 X40. Y25. 攻丝
N770 Y55. 攻丝
N780 G80 撤销攻丝循环
N790 H0 Z0 撤销刀具(7#刀)长度补偿
N800 M06 T4(D=2) 选择φ2mm的中心钻刻字
N810 G00 X20. Y10.
N820 M03 S1200
N830 H4 Z3. 建立刀具(4#刀)长度补偿
N840 L9201 R0+0.5 R1+0 R2+3. R3+0 Z-2.2 F100
刻字(MADE IN CHAIN)
N850 H0 Z0 撤销刀具(4#刀)长度补偿
N860 M05 主轴停转
N870 E0 X0 Y0 撤销夹具补偿
N880 M30 程序结束
-
{dede:pagebreak/}
- 上一篇:如何选购数控镜面火花机产品
- 下一篇:数控火花机思考题









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|