
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
CNC EDM 火花机 管理手册 操作说明书 第二部分
- 作者:和兴火花机
- 点击数:1504
- Tag:
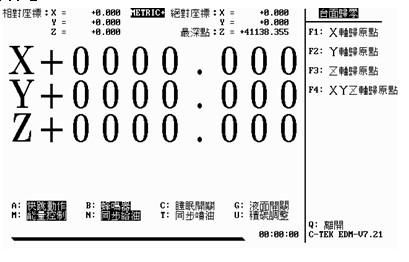
九、台面归零
当重新开机时,须将机台归原点,一则为寻找台面之基准点,一则
为将绝对坐标归零,并不是每次开机都必须执行,视使用者须求而
定,细部功能如下: (如图十七)
F1=>X轴归原点 : X轴台面归原点,并将绝对坐标X(ABSX)归零。
F2=>Y轴归原点 : Y轴台面归原点,并将绝对坐标Y(ABSY)归零。
F3=>Z轴归原点 : Z轴台面归原点,并将绝对坐标Z(ABSZ)归零。
F4=>XYZ归原点 : XYZ台面同时归原点,并将绝对坐标X(ABSX)
及绝对坐标Y(ABSY)归零及绝对坐标Z(ABSZ)归零。
图十七:
#p#副标题#e#
十、操作注意事项:
- 操作顺序:
- 开关时,请先进入台面归零,将XYZ台面归零。
- 进入手动移位,找出模具基准点或模具中心点。
- 进入编辑功能,将所有XYZ数据及摇动轨迹输入。
- 利用档案储存功能,将所有数据存入磁盘驱动器。
- 此时即可进入执行功能,开始放电。
- 断电时之处理:
- 重新开机。
- 进入台面归零,将XYZ台面归零。
- 进入编辑功能,利用档案加载功能,将先前存入磁盘驱动器之数据读入
4此时即可进入执行功能,开始放电,不需再重新靠模及编辑数据之困
扰。
*注意: 以上须依操作顺序执行,才可省去重新靠模及编辑数据之困扰。
- 于编辑或执行时,屏幕会出现一些错误或状态讯息,如”错误键”或”..资
- 当档案超过30个时,可将一些不需要之档案删除,或将数据以相同之号
- 当执行中途突然停止,无法继续进行移位时,请检查所输入之行程是否超
- 放电给油动作之组合:
- 同步给油动作: 放电时才供油。
- 同步给油不动作: 不放电时才供油,放电时亦供油。
- 摇控盒上之”S/C”键,系用以电极短路时之移动台面用,请务必小心使用,即电极一脱离短路状况时,立刻放掉”S/C”键,否则将造成电极损坏之危险,此键按住时,所有短路不侦测,计算机将以声音警告并在屏幕上出现警告讯息,****切记****。
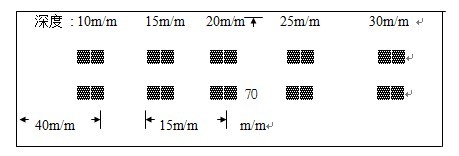
如下图所示,欲加工此连续孔之模具,孔与孔之距离如图标示为等距,而Z轴加工条件由使用者自行定义,每一孔之加工深度为10m/m,则输入方式如下:
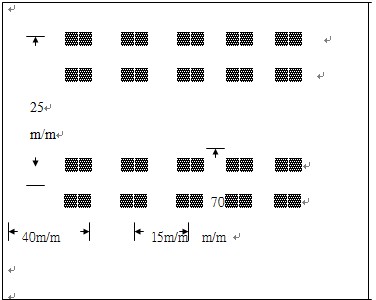
(0,0)模具坐标零点
操作步骤如下 :
- 于主菜单按F1,再按F4,先将三轴归原点,按F0回到主菜单。
- 按F2进入手动模式,操作遥控器,移动X轴至模具边(即X靠模),接着按F1, 将X相对坐标设定零点,Y(Z)依X轴方式操作,待全部归零后,按F0回到主菜单。
- 按F3进入编辑模式,再按F1进入编辑X, Y,开始输入位移坐标,(如图十八),于编辑完后,将游标移至最后一个STEP处按F5设定结束点后,按F0回到编辑模式。
(图十八)
SETP |
X |
Y | Z | TIMES |
|
1 2 3 4 |
+40.000 +15.000 +0.000 -15.000 |
+70.000 +0.000 +25.000 +0.000 |
0 0 0 0 |
1 4 1 4 |
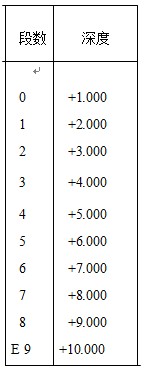
- 按F2进入编辑Z,开始输入加工深度及条件,(如图十九),将游标移至最
段数 深度 段数 深度
0 +1.000 E 0 +10.000
1 +2.000 1 +0.000
2 +3.000 2 +0.000
3 +4.000 或 3 +0.000
4 +5.000 4 +0.000
5 +6.000 5 +0.000
6 +7.000 6 +0.000
7 +8.000 7 +0.000
8 +9.000 8 +0.000
E 9 +10.000 9 +0.000
Z轴子程序号码 : 0
(图十九)
(图二十)
#p#火花机操作应用例#e#
应 用 例 (二)
如下图所示,欲加工此连续孔之模具,孔与孔之距离如图标示为等距,而Z轴加工条件由使用者自行定义,每一孔之加工深度均不同,且只设定一段加工,则输入方式如下:
(0,0)模具坐标零点
操作步骤如下:
- 于主菜单按F1,再按F4,先将三轴归原点,按F0回到主菜单。
- 按F2进入手动模式,操作遥控器,移动X轴至模具边(即X靠模),接着按F1,将X轴相对坐标设定为零,Y(Z)依X轴方式操作,待全部归零后,按F0回到主菜单。
- 按F3进入编辑模式,再按F1进入编辑X,Y,开始输入位移坐标,(如图二十一),于编辑完后,将游标移至最后一个STEP处按F5设定结束点后,按F0回到编辑模式。
STEP X Y Z TIMES
1 +40.000 +70.000 0 12 +15.000 +0.000 1 1
3 +15.000 +0.000 2 1
4 +15.000 +0.000 3 1
E 5 +15.000 +0.000 4 1
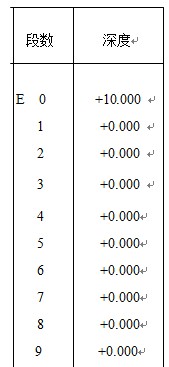
- 按F2进入编辑Z,开始输入加工深度及条件,(如图二十二至二十六),将游标移至最后一个段数处按F5设定最深点后,按F0回到编辑模式。
E 0 +10.000 E 0 +15.000 E 0 +20.000
1 +0.000 1 +0.000 1 +0.000
2 +0.000 2 +0.000 2 +0.000
3 +0.000 3 +0.000 3 +0.000
4 +0.000 4 +0.000 4 +0.000
5 +0.000 5 +0.000 5 +0.000
6 +0.000 6 +0.000 6 +0.000
7 +0.000 7 +0.000 7 +0.000
8 +0.000 8 +0.000 8 +0.000
9 +0.000 9 +0.000 9 +0.000
Z轴子程序号码: 0 Z轴子程序号码: 1 Z轴子程序号码: 2
(图二十二) (图二十三) (图二十四)
段数 深度 段数 深度
E 0 +25.000 E 0 +30.000
1 +0.000 1 +0.000
2 +0.000 2 +0.000
3 +0.000 3 +0.000
4 +0.000 4 +0.000
5 +0.000 5 +0.000
6 +0.000 6 +0.000
7 +0.000 7 +0.000
8 +0.000 8 +0.000
9 +0.000 9 +0.000
Z轴子程序号码 : 3 Z轴子程序号码 : 4
(图二十五) 图二十六)
- 按F4将输入数据及坐标值储存起来,再按F0回到主菜单。
- 按F4进入执行模式,可先执行F1或F2, 依输入之数据仿真移位,确定无误后,再执行放电。
- 按F3进入连续放电模式,计算机会先检查全部数据,确定无误后,即自动地帮您从第一孔加工到最后一孔,若有设定睡眠开关,于加工完毕时,自动地帮您关掉电源。
火花机操作应用例(三)
模具: 100*50*13m/m 电极:R=4.4m/m
- 按”F1:台面归零”,先将X&Y&Z三轴做机械归原点。
- 进入”F2:手动移位”。
- 将模具与电极之垂直与水平校正,并取得模具X&Y之中心点。
- 设定模具与Z轴零点。
- 进入编辑功能:
- 编辑XY
STEP |
X | Y | Z | TIMES |
| 1 | -40.000 | -19.400 | 0 | 1 |
| 2 | +20.000 | +0.000 | 0 | 4 |
| 3 | +0.000 | +38.800 | 0 | 1 |
| 4 | -20.000 | +0.000 | 0 | 4 |
| 5 | +10.000 | -19.400 | 1 | 1 |
| 6 | +20.000 | +0.000 | 2 | 1 |
| 7 | +16.000 | -4.000 | 3 | 1 |
| E 8 | +24.000 | +4.000 | 4 | 1 |
- 编辑Z
CH |
深度 | 电流 | 周率 | 效率 | 间隙 | 跳升 | 加工 | 极性 | 高压 | 摇动 |
| 0 | 0.700 | 10 | 200 | 7 | 50 | 5 | 10 | 0 | 1 | 5 |
| 1 | 0.800 | 5 | 100 | 7 | 50 | 5 | 10 | 0 | 1 | 5 |
| 2 | 0.860 | 2 | 50 | 5 | 50 | 5 | 10 | 0 | 1 | 5 |
| 3 | 0.900 | 1 | 25 | 4 | 50 | 5 | 10 | 0 | 1 | 5 |
| 4 | 0.920 | 1 | 12 | 4 | 50 | 5 | 10 | 0 | 1 | 5 |
| E5 | 0.950 | 0 | 6 | 4 | 50 | 5 | 8 | 0 | 1 | 5 |
CH |
深度 | 电流 | 周率 | 效率 | 间隙 | 跳升 | 加工 | 极性 | 高压 | 摇动 |
| 0 | 0.700 | 10 | 200 | 9 | 50 | 0 | 10 | 0 | 1 | 1 |
| 1 | 0.800 | 5 | 100 | 9 | 50 | 0 | 10 | 0 | 1 | 1 |
| 2 | 0.860 | 2 | 50 | 5 | 50 | 0 | 10 | 0 | 1 | 1 |
| 3 | 0.900 | 1 | 25 | 4 | 50 | 0 | 10 | 0 | 1 | 1 |
| 4 | 0.920 | 1 | 12 | 4 | 50 | 0 | 10 | 0 | 1 | 1 |
| E5 | 0.950 | 0 | 6 | 4 | 50 | 0 | 8 | 0 | 1 | 1 |
Z轴子程序号码:1
CH |
深度 | 电流 | 周率 | 效率 | 间隙 | 跳升 | 加工 | 极性 | 高压 | 摇动 |
| 0 | 0.700 | 10 | 200 | 9 | 50 | 0 | 10 | 0 | 1 | 2 |
| 1 | 0.800 | 5 | 100 | 9 | 50 | 0 | 10 | 0 | 1 | 2 |
| 2 | 0.860 | 2 | 50 | 5 | 50 | 0 | 10 | 0 | 1 | 2 |
| 3 | 0.900 | 1 | 25 | 4 | 50 | 0 | 10 | 0 | 1 | 2 |
| 4 | 0.920 | 1 | 12 | 4 | 50 | 0 | 10 | 0 | 1 | 2 |
| E5 | 0.950 | 0 | 6 | 4 | 50 | 0 | 8 | 0 | 1 | 2 |
CH |
深度 | 电流 | 周率 | 效率 | 间隙 | 跳升 | 加工 | 极性 | 高压 | 摇动 |
| 0 | 0.700 | 10 | 200 | 9 | 50 | 0 | 10 | 0 | 1 | 3 |
| 1 | 0.800 | 5 | 100 | 9 | 50 | 0 | 10 | 0 | 1 | 3 |
| 2 | 0.860 | 2 | 50 | 5 | 50 | 0 | 10 | 0 | 1 | 3 |
| 3 | 0.900 | 1 | 25 | 4 | 50 | 0 | 10 | 0 | 1 | 3 |
| 4 | 0.920 | 1 | 12 | 4 | 50 | 0 | 10 | 0 | 1 | 3 |
| E5 | 0.950 | 0 | 6 | 4 | 50 | 0 | 8 | 0 | 1 | 3 |
Z轴子程序号码:3
CH |
深度 | 电流 | 周率 | 效率 | 间隙 | 跳升 | 加工 | 极性 | 高压 | 摇动 |
| 0 | 0.700 | 10 | 200 | 9 | 50 | 0 | 10 | 0 | 1 | 4 |
| 1 | 0.800 | 5 | 100 | 9 | 50 | 0 | 10 | 0 | 1 | 4 |
| 2 | 0.860 | 2 | 50 | 5 | 50 | 0 | 10 | 0 | 1 | 4 |
| 3 | 0.900 | 1 | 25 | 4 | 50 | 0 | 10 | 0 | 1 | 4 |
| 4 | 0.920 | 1 | 12 | 4 | 50 | 0 | 10 | 0 | 1 | 4 |
| E5 | 0.950 | 0 | 6 | 4 | 50 | 0 | 8 | 0 | 1 | 4 |
3.摇动编辑:
| 模式 | 象限 | 操作 | 速度 | 轨迹半径 |
| 1 | 5 | 2 | 5 | +4.000 |
| 模式 | 象限 | 操作 | 速度 | 轨迹半径 |
| 2 | 13 | 2 | 5 | +4.000 |
| 模式 | 象限 | 操作 | 速度 | 轨迹半径 |
| 3 | 1 | 2 | 5 | +8.000 |
摇动子程序号码:3
| 模式 | 象限 | 操作 | 速度 | 轨迹半径 |
| 4 | 5 | 2 | 5 | +4.000 |
- 储存档案
- 进入”F4 : 执行”,再选”F3:连续加工”即可。
#p#火花机操作摇动图形之组合#e#
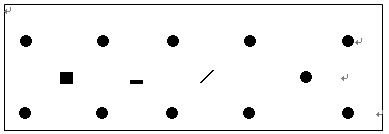
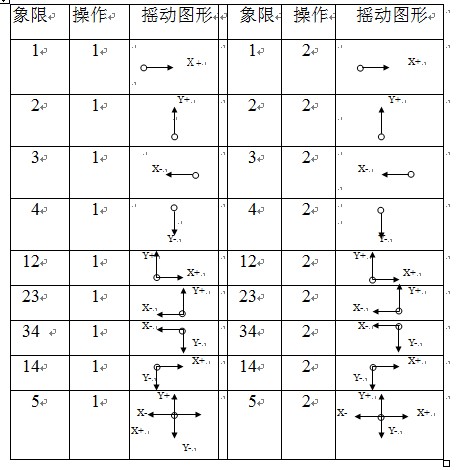
附录 A:摇动图形之组合
模式:1 □ 操作: 1.XY 2.XYZ
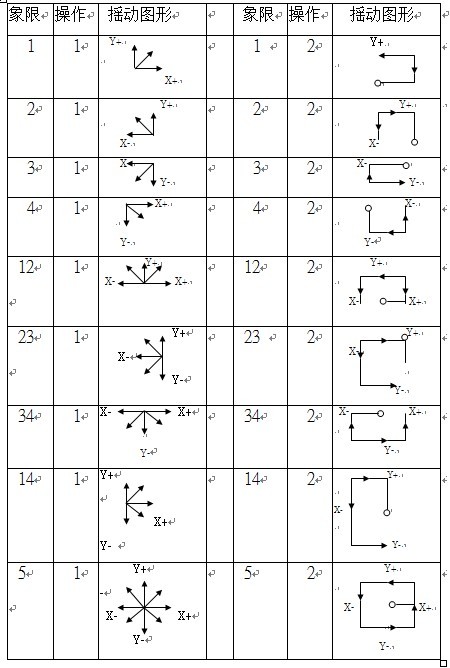
模式: 2 + 操作:1.XY 2.XYZ
模式:3 × 操作: 1.XY 2.XYZ
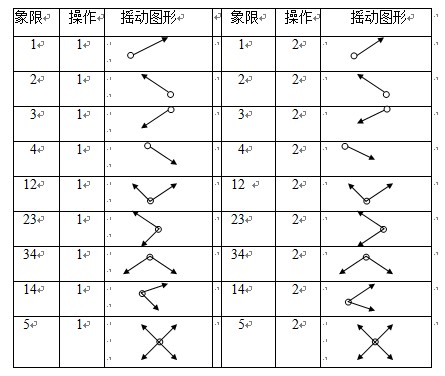
模式:4 O 操作:1.XY 2.XYZ
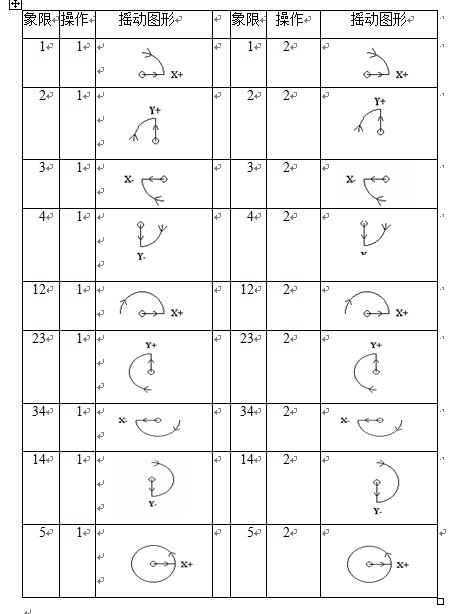
模式 : 5 O 操作 : 2.XYZ

#p#火花机操作实例之钢加工数据#e#
火花机操作实例之"钢"加工数据
电极 : 钢 间隙电压 : 60v
加工物 : 钢 跳升高度 : 8
加工面积: 20mm 工作时间 : 15
加工深度: 5 mm 正负极性 : 0 (+/-)
|
CURRENT 电 流 (A) |
ON-TIME 周 率 (u S) |
OFF-TIME 效 率 *10% |
HV 高 压 (V) |
表面细度 u mRa |
2*GAP 两边间隙 (mm) |
电极消耗 % |
加工速度 g/MIN |
| 4 | 10 | 3 | 3 | 23 | 0.04 | 42 | 1 |
| 7 | 10 | 3 | 3 | 29 | 0.14 | 40 | 2 |
| 13 | 20 | 3 | 3 | 20 | 0.12 | 25 | 10 |
| 13 | 30 | 3 | 3 | 28 | 0.14 | 22 | 11.2 |
| 13 | 100 | 5 | 3 | 30 | 0.16 | 20 | 13.6 |
| 13 | 250 | 6 | 3 | 32 | 0.17 | 16 | 17.2 |
电极 :钢 间隙电压 : 60v
加工物 :钢 跳升高度 : 8
加工面积:20mm 工作时间 : 15
加工深度:5 mm 正负极性 : 0 (+/-)
|
CURRENT 电 流 (A) |
ON-TIME 周 率 (u S) |
OFF-TIME 效 率 *10% |
HV 高 压 (V) |
表面细度 u mRa |
2*GAP 两边间隙 (mm) |
电极消耗 % |
加工速度 g/MIN |
| 13 | 320 | 7 | 3 | 33 | 0.20 | 7 | 21 |
| 13 | 520 | 7 | 3 | 34 | 0.22 | 1 | 155 |
| 25 | 45 | 3 | 3 | 37 | 0.18 | 30 | 43 |
| 25 | 110 | 5 | 3 | 38 | 0.20 | 20 | 47 |
| 25 | 150 | 6 | 3 | 39 | 0.22 | 15 | 50 |
| 25 | 250 | 7 | 3 | 40 | 0.24 | 8 | 52 |
电极 : 钢 间隙电压 : 60v
加工物 : 钢 跳升高度 : 8
加工面积: 20mm 工作时间 : 15
加工深度: 5 mm 正负极性 : 0 (+/-)
|
CURRENT 电 流 (A) |
ON-TIME 周 率 (u S) |
OFF-TIME 效 率 *10% |
HV 高 压 (V) |
表面细度 u mRa |
2*GAP 两边间隙 (mm) |
电极消耗 % |
加工速度 g/MIN |
| 25 | 320 | 7 | 3 | 41 | 0.26 | 3.8 | 57 |
| 25 | 520 | 8 | 3 | 42 | 0.28 | 2 | 50 |
| 25 | 900 | 8 | 3 | 43 | 0.30 | 1 | 47 |
| 50 | 150 | 6 | 3 | 43 | 0.29 | 15 | 83 |
| 50 | 250 | 7 | 3 | 44 | 0.31 | 11 | 85 |
| 50 | 320 | 8 | 3 | 45 | 0.33 | 9 |
87 |
-
{dede:pagebreak/}
- 上一篇:第二章 数控机床的编程规则
- 下一篇:数控机床编程与操作-第四章--数控车床的加工程









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|