
联系人:周 长 河(经理)
手机:13600273790
电话:0769-83199682 83101719
传真:0769-83206682
网址:http://www.healthcnc.com
邮箱:health@healthcnc.com
地址:东莞市大朗镇水口管理区(莞樟路段) 
CNC的执行
- 作者:和兴火花机
- 点击数:328
- Tag:
當所有參數設定完成後,即可進入執行模式,執行模具之加工。
細部功能如下 : (如圖十一)
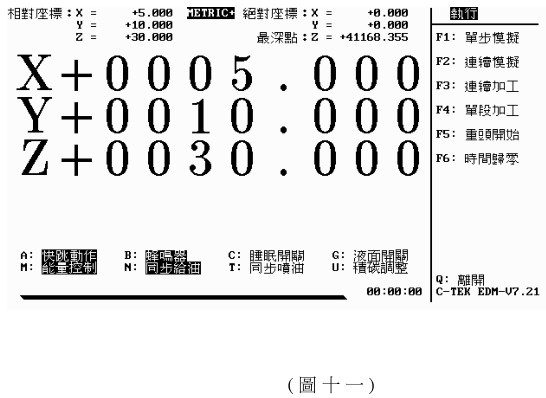
F1 => 單步模擬 : 每按一 +,- 表示往前、往後依照所編輯之座標做單點移位。
F2 => 連續模擬 : 連續單點移位,自動重覆F1之功能,孔與孔之停留時間,
約 1 秒,供編輯後之校正用。
F3 => 連續加工 : 自動地執行放電及移位,放電係依照所設定之Z 軸參數,
由起始段加工至結束段,完成後即移位。
F4 => 單段加工 : 同F3功能,但每次僅執行一個Z 軸加工段,待全部加工
完成後,再加深一段,再重覆F3功能,一直到所有座標
之深度均到達為止。
F5 => 重頭開始 : 按此鍵,可將移位座標設為第一孔,即下次移位時會從第
15
一孔開始。
F7 => 時間歸零 : 按此鍵,可將時間計數歸零。
*注意 : 進入放電模式時,可按功能鍵來改變放電參數,細部功能如下 : (如圖十二)
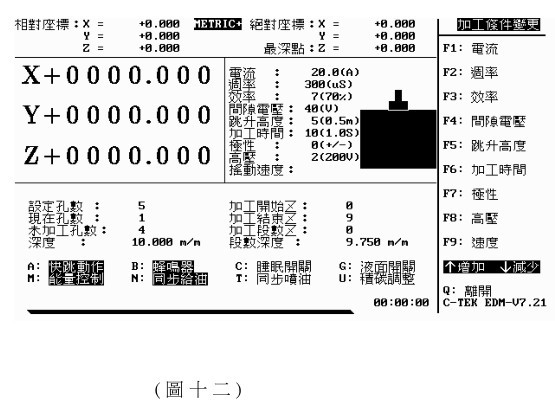
F1 => 電流 : 改變電流大小,按此鍵,並按上下鍵來改變參數大小,
再按此鍵,即設定完成,設定值由0-75。
F2 => 週率 : 改變放電週期導通之寬度,按此鍵,並按上下鍵來改變參數大小,
再按此鍵,即設定完成,設定值由2-2500。
F3 => 效率 : 改變放電週期截止之寬度,按此鍵,並按上下鍵來改變參數大小,
再按此鍵,即設定完成,設定值由1-9。
F4=> 間隙電壓: 改變電壓大小,同以上操作模式,設定值由25-99。
F5=> 跳升高度: 改變排渣高度,同以上操作模式,設定值由0-99。
F6=> 加工時間: 改變加工時間,同以上操作模式,設定值由0-99。
F7=> 極性 : 改變正負極性,同以上操作模式,設定值由0-1。
F8=> 高壓 : 改變高壓大小,同以上操作模式,設定值由0-3。
F9=> 速度 : 改變搖動速度大小,同以上操作模式,設定值由0-9,此功能
僅於搖動時 XYZ 模式才有。
-
{dede:pagebreak/}









- 广东省东莞市大朗镇水口管理区(莞樟路段)
- 是专业火花机、铣床、磨床、CNC雕铣机、CNC加工中心机之制造厂,从1976年在研制火花机以来,一直致力于制造最优良的各类工作母机,经几十年的努力,已成长为最具规模之各类工作母机制造厂家之一.
- 电话:0769-83199682 83101719 传真:0769-83206682 网址:http://www.healthcnc.com 邮箱:health@healthcnc.com
在线客服 |
|---|
|
业务咨询
|